Реклама

Реклама

Одно из самых надежных капиталовложений - это недвижимость.
Реклама

Реклама
Пайка полипропиленовых труб большого диаметра
Опубликовано: 03.09.2018
Трубы из полипропилена находятся в выигрыше, по сравнению с другими материалами, в плане их доступности и простой технологии монтажа. Как и любое другое дело, пайка полипропиленовых труб имеет свои тонкости и особенности, о которых нужно знать и которые нужно брать во внимание.

Пайка полипропиленовых труб не обойдется без специального нагревательного аппарата - паяльника.
Практика показывает, что полиэтиленовый трубопровод, который течет, - явление редкое, и все же такое случается и практически во всех случаях является последствием нарушения технологии пайки трубопровода из полипропилена.
Общая характеристика полипропиленовых труб
Полипропиленовые трубы производятся из сополимера полипропилена. Они обозначаются маркировкой PP-R и применяются в быту в зависимости от типа труб для:
Подачи холодной воды (рабочая температура составляет 20 ° С, давление равно 10 атм.). Подачи горячей воды (рабочая температура равна ° С, давление 10 атм.). Систем отопления (рабочая температура составляет 80 ° С, предельная температура 90 ° С, рабочее давление составляет 6 атм.).Собственными силами монтировать полипропиленовый трубопровод можно, применяя ручную полифузионную термическую сварку.

Полипропиленовая труба армированная алюминием.
Трубы для горячего водоснабжения тип PN16 и для холодного водоснабжения тип PN10 отличаются прежде всего толщиной стенок. Для сетей отопления с температурой воды 60-80 градусов применимы как трубы однородные, типа PN20, так и армированные алюминием комбинированные типа PN20 Al. Такой тип характеризуется меньшим растяжением от нагрева, если сравнивать с однородными, но немного сложнее в монтаже, так как ему нужен специальный прибор для зачистки отрезных соединений.
Необходимо заметить, что, в отличие от металлических, полипропиленовый трубопровод хорошо выдерживает замораживание благодаря своей пластичности, и хотя производители не гарантируют этого, но практический опыт показывает, что не встречался еще полипропиленовый трубопровод, лопнувший от замерзшей в нем воды.
Проектирование полипропиленовых трубопроводов
Перед проектировкой полиэтиленового трубопровода всегда возникает вопрос о выборе диаметра труб. Трубы необходимого диаметра для систем отопления должны выбираться с учетом сложного гидродинамического расчета трубопровода, который представляет собой выбор минимально возможного диаметра трубы на каждом участке с целью экономии на их стоимости. В расчете принимается во внимание схема трубопровода и рабочее давление. Выбор слишком большого диаметра трубопровода не навредит, но это влетит в копеечку. Очень маленький размер - экономично, но в трубопроводе маленького диаметра, вследствие трения, будет значительно снижаться напор.
Если говорить о системах центрального водоснабжения, то можно сделать выбор в пользу большого диаметра проводящих труб, идущих от центральной, упрощенно - в зависимости от условий использования.
Необходимые комплектующие
Помимо основных труб, технология монтажа полиэтиленового трубопровода может затребовать еще такие комплектующие:

Для пайки полипропиленовых труб понадобятся дополнительные комплектующие: фитинги, муфты, запорная арматура.
соединительная муфта, которая нужна для ровной пайки друг с другом отрезков трубопровода одного и того же диаметра; муфта с наружной или внутренней резьбой - при необходимости резьбового соединения; отвод 45 ° и отвод 90 ° для поворотов на 45 ° и 90 °; ниппельный отвод 45 ° и ниппельный отвод 90 ° для отводов с переходом на трубы другого диаметра; тройник и угловой тройник - при пайке трех труб в узел; крестовина - в случае пайки четырех труб; тройник с внутренней резьбой и тройник с наружной резьбой - в случае пайки нескольких труб из полипропилена в одной точке, когда есть одно соединение с внешней или внутренней резьбой; разъемный соединитель для разъемного соединения; заглушка и втулка для закрытия трубопровода; набор шаровых кранов в качестве запорной арматуры под соединение сваркой.Необходимость использования температурных компенсаторов
Тогда как при проектировке системы холодного водоснабжения достаточно всего лишь начертить схему трубопровода и провести расчет нужного количества труб и комплектующих к ним, то при проектировке системы горячего водоснабжения необходимо также учитывать расширение трубопровода под действием температуры.
Заметьте, что именно удлинение от нагрева, а не внутреннее напряжение от воды наиболее опасно для полипропиленового трубопровода, особенно если вы используете однородные полипропиленовые трубы.
Чтобы бороться с удлинением от нагрева трубопроводов горячей воды и систем отопления, нужно обустраивать температурные компенсаторы в форме П- и Z-видных отводов, а также применять гнущиеся компенсаторные петли, а для обходов соседних труб - готовые обводы.
Формулы для расчета количества компенсаторов по длине трубопровода
Длина и количество компенсаторов на трубопроводных участках между опорами рассчитывается по следующей формуле:
ΔN=k×N×Δt,
где ΔN - тепловое расширение трубопровода, мм/м, k - коэффициент, показывающий расширение трубопровода от нагрева (для комбинированной PN20 A равен 0,03, для однородной PN20 - 0,15), N - длина трубопровода, м, Δt - разница температур, ͦ С.
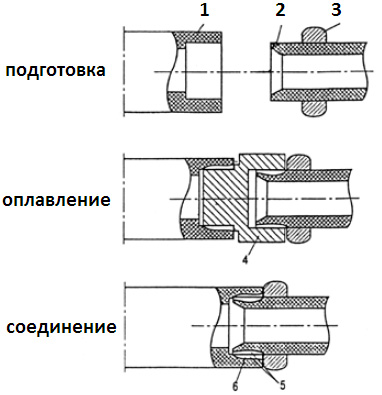
Сварка полипропиленовых труб: 1. Раструб фитинга. 2. Фаска на торце трубы. 3. Ограничительный хомут. 4. Гильза нагревательного устройства. 5-6. Сварной шов.
Способность компенсации ΔNk для П- и Z-видного компенсатора (мм) равняется:
ΔNk = km×eqrt (d× ΔN),
где km - константа материала (для труб из полипропилена 30), d - наружный диаметр трубопровода, мм, eqrt - значение квадратного корня числа.
Рассчитать нужное число температурных компенсаторов можно по формуле:
n = l/ ΔNk, где
n - число компенсаторов на участок трубопровода, l - длина трубного участка, мм, ΔNk - компенсирующая способность Z- и П-видных компенсаторов, мм.
Если трубопровод расположен в стяжке бетона, то в нем, в процессе охлаждения и нагрева, тоже появляются растягивающие и сжимающие усилия. Потому так, как и для наружного трубопровода, необходимо устроить свободное температурное перемещение полипропиленового трубопровода. Для этого возле сваренных соединений на поворотах трубопровода нужно оставлять полости, которые заполняются мягкой материей, или воздушные карманы с целью компенсации температурного расширения.
Технология пайки полипропиленовых труб
Пайка труб из полипропилена производится при помощи такого инструмента:
Ручной, мощностью 600-650 Вт, аппарат для пайки полипропиленовых труб; аппарат для трубопроводов диаметром 16-50 мм и мощностью 1550-1600 Вт с соответствующими подставками и насадками. Специальные ножницы для резки полипропиленовых труб - роликовый труборез для труб с величиной наружного диаметра 16-40 мм или же 16-110 мм. Специальный инструмент для зачистки армированных труб - при работе с комбинированными изделиями.Этапы работы по соединению полипропиленовых труб
Технология пайки полипропиленового водопровода вручную состоит из нескольких этапов:
Отрезание полипропиленовой трубы нужной длины ножницами. Используйте хорошо заточенные ножницы, так как вам будет не только удобнее, но так вы избежите повреждения трубопровода, особенно тонкостенного, предназначенного для холодной воды. Свободные концы комбинированных армированных труб, прежде чем паять, необходимо провести зачистку, используя специальный прибор, который удалит верхний полипропиленовый слой алюминиевой фольги. Помните, что время нагрева труб тонкостенных (PN10) уменьшается вдвое (время нагрева для соединителей остается прежним). Время нагрева должно быть увеличено в 1,5 раза, если температура наружного воздуха составляет +5 градусов. После подготовительных работ можно приступать непосредственно к пайке. Во избежание случайных ожогов от нагрева одевайте перчатки, так как паяльник для пайки полипропиленовых труб на поверхности имеет температуру 250 ° С. При этом важно соблюдать время нагрева. Слишком маленькое время нагрева трубопровода может привести к недостаточно прочному соединению. А если время нагрева слишком большое, то это может привести к разрушению сварного соединения, а в случае с тонкими трубами их просвет можно закупорить пластмассовым расплавом. Желательно проводить пайку как можно быстрее, особенно при низкой температуре окружающего воздуха, так как это приводит к остыванию расплавленной поверхности соединения и недостаточно прочному соединению. Также важно следить за ровным соединением элементов, предотвращая перекос. В конце проведите фиксацию соединения и не воздействуйте на него механически до определенного времени выдержки.Имейте ввиду, что пайка полипропиленовых труб халатности при сборке не выносит и авторитетов не имеет. Неважно, кто работает с ними: новичок, который их первый раз в жизни видит и который не имеет большого опыта в пайке, или опытный мастер, на счету которого не одна сотня смонтированных водопроводов. Гарантировать надежность и долговечность вашего полипропиленового трубопровода может только неуклонное соблюдение правил его сборки и эксплуатации.